About us
🧪 Every batch documented, COA, HPLC report, and MS data available on request
📦 Branding-free packaging, ready for your label or your client's
🏭 Factory-direct only, no brokers, no markups, no middlemen
🌍 Worldwide logistics, secure, discreet, reliable
Why Choose LK Peptide





1. High-Purity Water Usage
The process begins with the dissolution of peptides in WFI (Water for Injection) grade water, the highest purity standard available. This ensures a clean and contamination-free foundation for our products.
2. Excipients for Stability
To enhance stability, mannitol and sucrose are added as excipients. Mannitol serves as a bulking agent, while sucrose acts as a lyoprotectant, preventing degradation and aggregation throughout the freeze-drying and storage process.
3. Electrospray Ionization (ESI) and Sodium Introduction
During the Electrospray Ionization (ESI) process, the peptide solution is sprayed into a fine mist. At this stage, sodium ions are introduced and readily attach to the peptide molecules, facilitating ionization. This controlled ionization process plays a crucial role in enhancing the stability and characterization of the peptides.
4. Sterile Filtration
Following ionization, the peptide solution undergoes sterile filtration through a 0.22 µm PES (polyethersulfone) filter membrane to remove any potential contaminants and ensure a high level of purity.
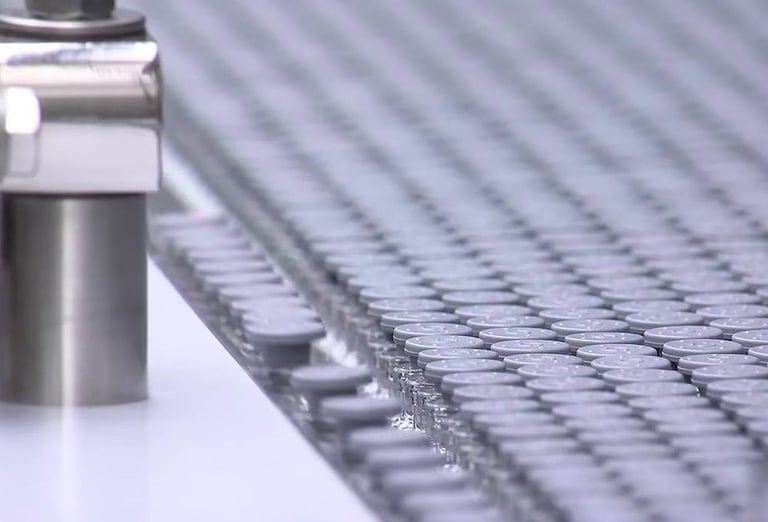
5. Precise Vialing and Freeze-Drying
Once filtered, the solution is precisely dispensed into 3 mL vials. The vials are partially stoppered and placed into a freeze-dryer for a carefully controlled 36-hour lyophilization cycle, which consists of:
Freezing Phase: The solution is cooled to -40°C, stabilizing the peptide structure.
Primary Drying: Water is removed through sublimation, eliminating the majority of moisture.
Secondary Drying: Any remaining bound water is removed via desorption, ensuring a stable, lyophilized peptide.
© 2026 LKpeptide. All rights reserved.